[VIP第1年] 指数:3
[VIP第1年] 指数:3
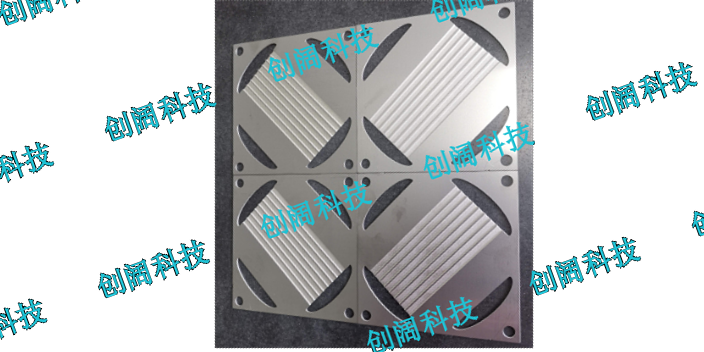
创阔科技换热器有多种,以平板式换热器为例。现阶段创阔科技的平板式换热器制造工艺以真空扩散焊接加工,而钎焊方法因为服役环境对钎料的限制而存在很大的局限性,使用寿命有限,而真空扩散焊方法则可以有效地避免这一问题。但后者对工件的加工质量、表面状态以及设备有着极高的要求。而且,更有甚者,随着换热器结构的紧凑化、小型化发展,真空扩散焊的技术优势进一步彰显,但技术难度的加大也显而易见。换热器微通道的变形与界面结合率之间如何取得良好的平衡直接决定了真空扩散焊工艺的成败。质量高的产品和易氧化材料的真空扩散焊接,请联系创阔能源科技。普陀区紧凑型多结构真空扩散焊接

创阔科技制作的微通道换热器,采用真空扩散焊接方式,这种焊接优点是没有焊料,焊缝为母材本体,强度与母材相当,耐高温、耐腐蚀取消了焊料厚度对产品尺寸的影响,相同尺寸下道层数更多,换热性能更好:避免了焊接过程中焊料流动造成的流道堵塞和产生焊渣等多余物;变形量小,流道尺寸更接近理论尺寸,焊后外形较为美观:焊缝熔点与母材相同,后期总装。二次氢弧焊封头、法兰、支架等零件时对芯体焊缝影响较小。产品不易泄漏,可靠性较高。苏州真空扩散焊接设计材料的扩散焊是以“物理纯”表面的主要特性之一为根据,创阔能源科技为其研发制作一站式服务。

创阔能源科技采用真空扩散焊接技术制作掩膜版,掩膜版的种类有两大类:透明基板1、透明玻璃。石英玻璃(QuartzGlass)苏打玻璃(Soda-limeGlass)低膨胀玻璃(LowExpansionGlass)2、透明树脂遮光膜(1)硬质遮光膜:铬膜氧化铁硅化钼硅。(2)乳胶。它的制作方法,溅镀法(Sputtering):(1)上平行板:装载溅镀金属的靶材;下平行板:作为溅镀对象的玻璃基板。(2)将氩气(Ar2)通入反应舱中形成等离子体;氩离子(Ar+)在电场中被加速后冲撞靶材;受冲击的靶材原子会沉积在玻璃基板上从而形成薄膜。
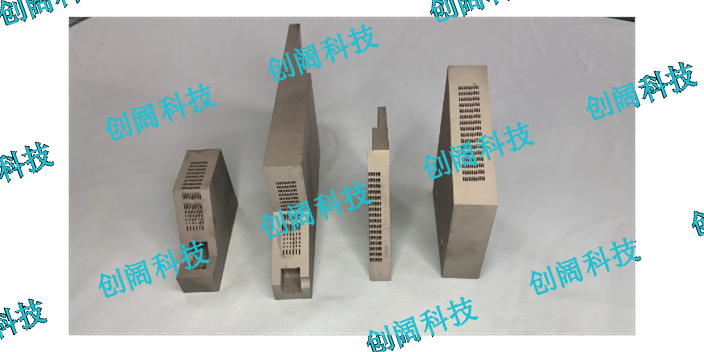
水冷板是一个散热小配件,那么它有什么优点?高温对现代电子设备来说是一个极大的威胁,它会导致设备系统运行不稳定,缩短使用寿命,甚至还有可能是某些不减烧毁。因为高温而致使瘫痪的设备不少,为此人们想出了不少方法类解决这一问题。而散热片便是其中措施的一种,在许多电子产品中都有着散热片的身影,比如电脑等。因为产品的类型多样,因此散热片的种类也比较多,水冷散热片正是其中一种。水冷散热片是指液体在泵的带动下强制循环带走其热量,与风冷散热片相比更具有安静、降温稳定、对环境依赖小等优点。“创阔”人一路走来,从开始的技术方案提供者,到化学腐蚀、数控机床、真空扩散焊等设备的整合配套,我们从无到有,实现了质的飞跃。真空扩散焊设计加工,创阔科技。

水冷板不论是CPU冷头还是显卡冷头,都是用的铜材质。而作为散热常用的铝导热性也是不错的,那么为什么水冷板的头不用铝作为冷头呢?冷头是贴合芯片,吸热传递热量的,所用的材质要有较高的导热系数。说到这里,我们简单讲一下什么是导热系数。通俗的理解就是物体传递热量的快慢。实际生活中,导热系数低的材质都用来做保温材料,如石棉、珍珠岩等,就是应用了它们传递热量慢的特点。而电子芯片发热需要快速的把热量散出去,这就要用到导热系数高的材质,而金属材质肯定是优先。铜的导热系数是377,铝的是237,银的是412,银的造价太昂贵是不会用来做冷头的,所以对比之下铜是比较好选择。铜散热应该比铝快,那么为什么还要用铝排呢?原来铜质冷排的水道焊接需要用到锡,而锡的比热容是非常大的,这样一来就制约了铜的散热速度,而铝的密度又明显小于铜,同等型号的冷排,铝排更清薄,使用更方便。所以严格来讲铜排和铝排差别不大。真空扩散焊设计加工创阔科技。普陀区紧凑型多结构真空扩散焊接
真空焊接其目的一般是为了防氧化,设计加工创阔科技。普陀区紧凑型多结构真空扩散焊接
扩散焊是指将同种金属或者异种金属工件在高温下加压,工件原子在高温高压下相互移动,但不产生可见变形和相对移动,从而结合在一起的固接方法。是一种***的焊接方法,特别适用于异种金属材料、耐热合金和新材料,如陶瓷、复合材料、金属间化合物等材料的焊接。对于塑性差或熔点高的同种材料,以及不互溶或在熔焊时会产生脆性金属间化合物的异种材料,扩散焊是较适宜的焊接方法。扩散焊具有明显的优势,也日益引起人们的重视。扩散焊在焊接的过程中也有一些问题不能忽略:1.过大的工件不便于采用扩散焊接。由于扩散连接需要高温高压的配合,因此待焊工件将受到设备大小的限制。2.对于工件表面质量要求较高,加工难度较大。扩散焊接时,工件表面需要紧密接触,并且不能有其他的杂质存在,否则焊接效果将大受影响。3.生产率低。扩散焊焊接热循环时间长。普陀区紧凑型多结构真空扩散焊接
文章来源地址: http://huagong.chanpin818.com/crsb/huanreqi/deta_23998544.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。