[VIP第1年] 指数:3
[VIP第1年] 指数:3
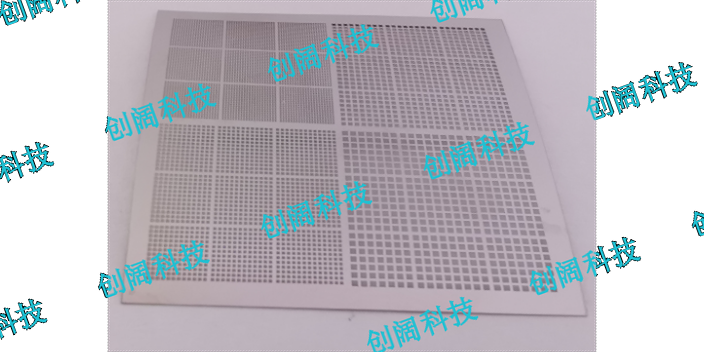
一种应用于均温板的快速扩散焊接设备,其特征在于:所述设备用于采用扩散焊实现均温板的加热,包括机箱。当均温板底部施加热量时,液体随热量增加而蒸发,蒸汽上升到容器顶部产生冷凝,依靠吸液芯回流到蒸发面形成循环。均温板相比于传统热管轴向尺寸**缩短,减小了工质流动阻力损失以及轴向热阻。同时径向尺寸有所增加,***增加了蒸发面和冷凝面的面积,具有较小的扩散热阻和较高的均温性。这种特殊结构提高了均温板的散热能力,使得被冷却的电子设备可靠性增加,为解决有限空间内高热流下的均温性问题提供了新的解决思路。均温板已经应用在一些高性能商用和***电子器件上,随着加工技术的发展,均温板朝着越来越薄的方向发展。受扁平均温板内狭小空间的限制,微型吸液芯的结构及制备方法、蒸发冷凝及工质输运机理等较普通热管有所不同。

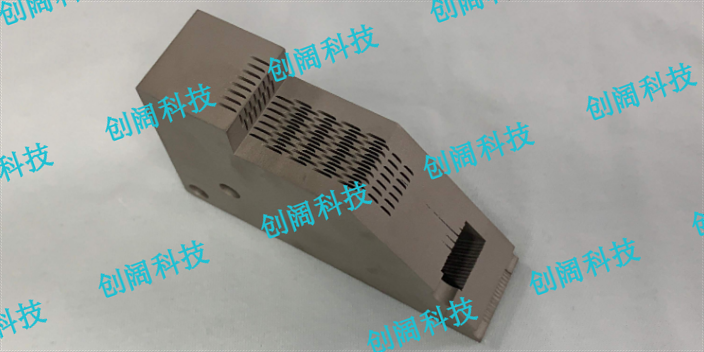
创阔能源科技真空扩散焊是在金属不熔化的情况下,形成焊接接头,这就必须使两待焊表面接触距离达到1μm以内,这样原子间的引力才起作用并形成金属键,获得一定强度的接头。影响焊缝成形和工艺性能的参数主要有:焊接温度、压力、时间和保护气体的种类。在其他参数固定时,采用较高压力能产生较好的接头。压力上限取决于焊件总体变形量的限度、设备吨位等。对于异种金属扩散焊,采用较大的压力对减少或防止扩散孔洞有作用。除热静压扩散焊外通常扩散焊压力在0.5~50MPa之间选择。扩散时间是指焊件在焊接温度下保持的时间。在该焊接时间内必须保证扩散过程全部完成,以达到所需的强度。扩散时间过短,则接头强度达不到稳定的、与母材相等的强度。但过高的高温高压持续时间,对接头质量不起任何进一步提高的作用,采用某种焊接参数时,焊接时间有数分钟即足够。焊接保护气体纯度、流量、压力或真空度、漏气率均会影响扩散焊接头质量。常用保护气体是氩气,对有些材料也可用高纯氮气、氢气或氦气。


文章来源地址: http://huagong.chanpin818.com/crsb/huanreqi/deta_25369756.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。