[VIP第1年] 指数:3
[VIP第1年] 指数:3
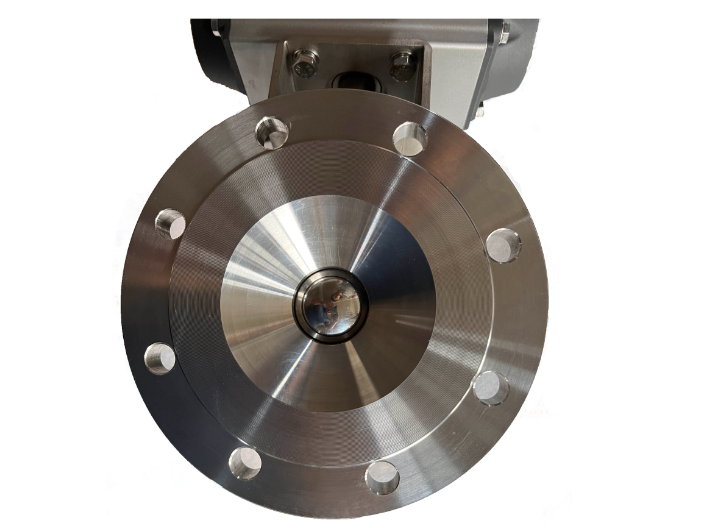
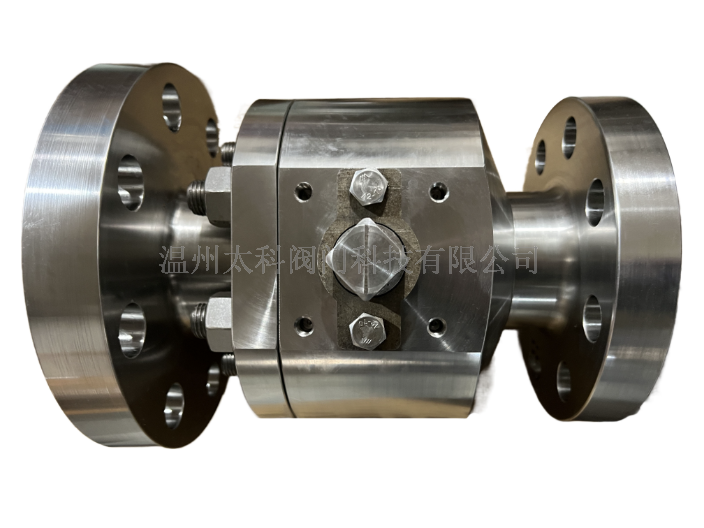
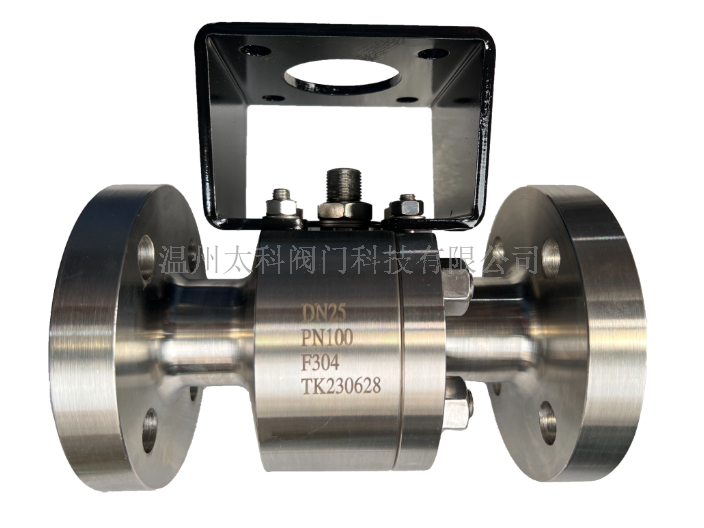
球式放料阀主要构造特点分述如下:1、将球阀的侧体改变成一个具有多功能的上体,并能直接镶悍于反应釜的釜底中心,山西不锈钢斜杆放料阀品牌,作为反应釜的放料口。上体的下部则完全按球阀阀体的装配要求设计.2、上体与阀体的连接法兰比球阀的法兰大一档,因为球式放料阀上体的螺栓孔下允许打穿,面只能加工螺纹孔,螺唱必须套在阀体法兰的一边,孔边要有足够套摞帽的位置。3,山西不锈钢斜杆放料阀品牌、为避免球式放料阀的操作手柄与夹套相碰,本设计中球式放料阀开闭的死点位置,采用从右450到左450为关闭,反之则为打开。这种死点位置在同一水平面上,有利于手动。对于气缸气动或液压缸的联动也比较有利,一是可以将气缸或液压缸水平县挂式安装,基本接近锅底对反应锅下的操作空问占用少。二是完全避免了因阀杆与活塞杆在一直线而因泄引起的干扰影响,山西不锈钢斜杆放料阀品牌。 温州太科阀门科技有限公司致力于提供 锻钢斜杆放料阀设备,有想法的不要错过哦!山西不锈钢斜杆放料阀品牌
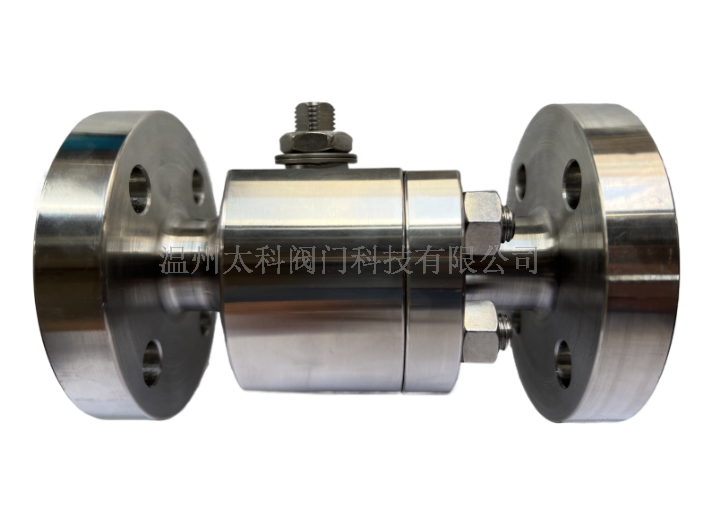
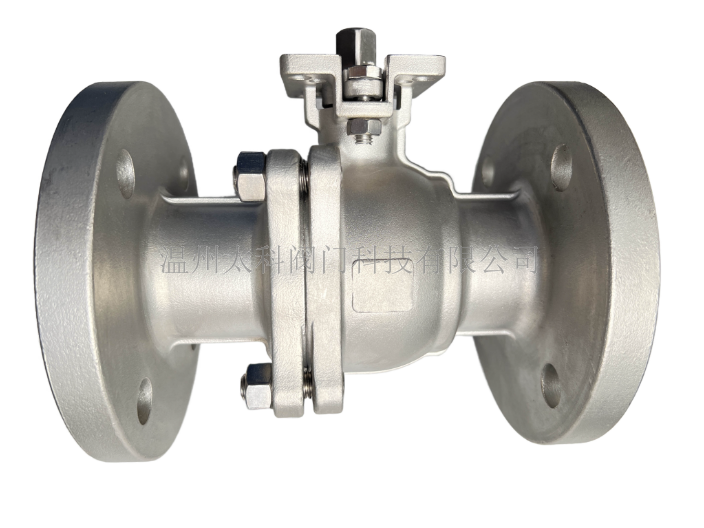
放料阀是反应釜控制化学液体密闭反应和反应后排料的一个重要部件。自1987年中国专利项目一一放料球阀开发成功以来,具有较好的实用价值。放料球阀承接了球阀的所有优点,又解决了与反应釜的合理配套的连接方式,与现有的上、下展式放料阀相比较无疑的是较为先进的。尤其是在以下几种情况下,将更能显出它的特殊功能:1、放料球阀可设计成低压、中压、高压二个压力等级,填补了中压釜放料阀的空白。2、使用温度方面,如选用高性能填充四氟乙烯密封匿(目前已成熟的有玻璃纤维填充四氮乙惴和聚苯脂填充四氧乙烧等),负荷下长期使用温度可提高到250摄氏度~260摄氏度3、在高粘度材料和高分子聚合物生产中,由于球阀密封圈的密封面始终吻合于球面,加之四氟乙烯的抗粘结性能特别好,就不会出现粘住现象。放料球阀从设计中避开了积液凹槽和清洗死角,加上本身构造简单,阀体内面全部车光,适合于对清洁有要求或经常换料的4场合。湖北不锈钢斜杆放料阀报价锻钢斜杆放料阀设备,就选温州太科阀门科技有限公司,有需求可以来电咨询!

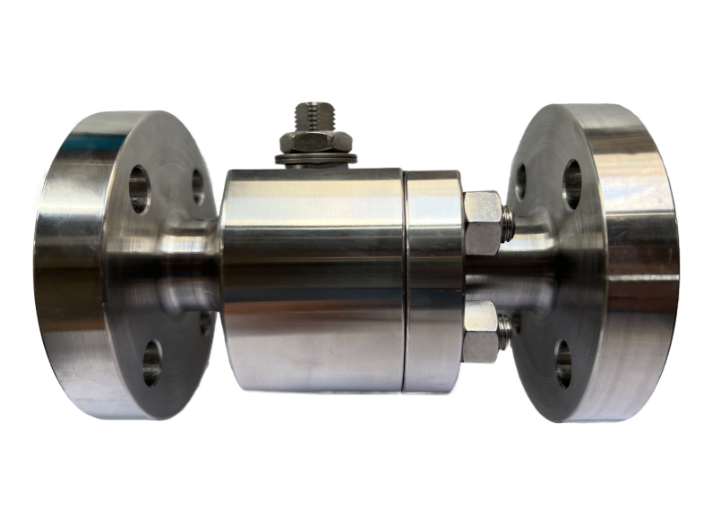
放料阀主要有如下优势特点:1、密封面磨损均匀及擦伤较轻,密封性能好上展式放料阀和下展式放料阀阀瓣与阀杆为整体连接,钢性好磨损均匀,密封性能可靠,连续使用周期长。2、启闭行程不同,安装尺寸有大小上展式放料阀和下展式放料阀启闭行程小、安装高度较小。柱塞式放料阀按柱塞结构和运动方式分为升降杆和旋转杆两种结构形式,升降杆结构形式它要求有较大的安装空间,但可依据柱塞的运动方式和位置直观地判断阀门的启闭和位置。旋转杆结构形式安装高度小,在启闭过程中柱塞只做旋转运动,它要依据带有启闭位置指示器来判断阀门的启闭和位置3、启闭力矩不同上展式放料阀为阀链向上运动阀门打开,打开时阀门需克服介质作用力,打开时较关闭力矩大。下展式、柱寒式放料阀为阀越(柱塞)向下运动阀门打开,打开时运动方向与介质作用力相同,因而打开时较关闭力短小。
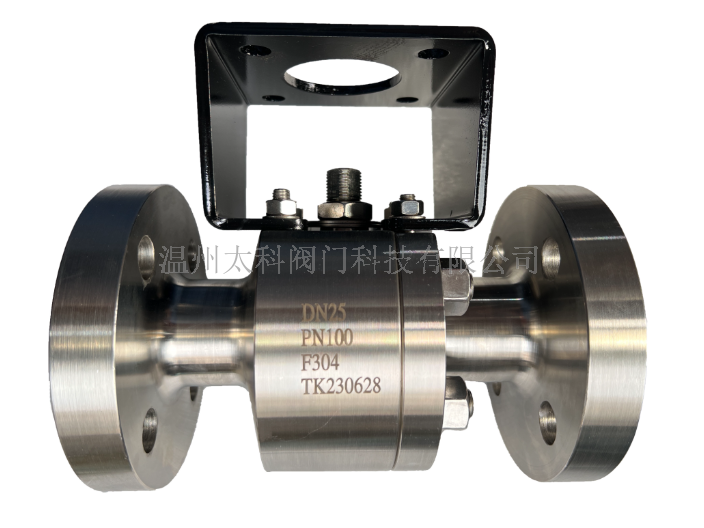
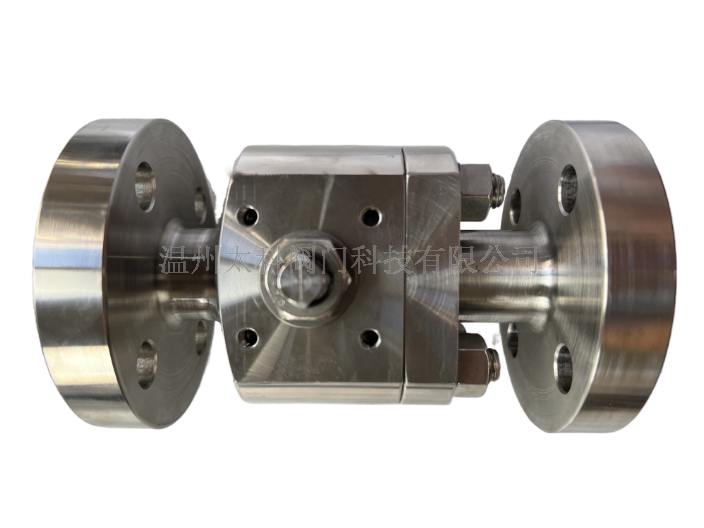
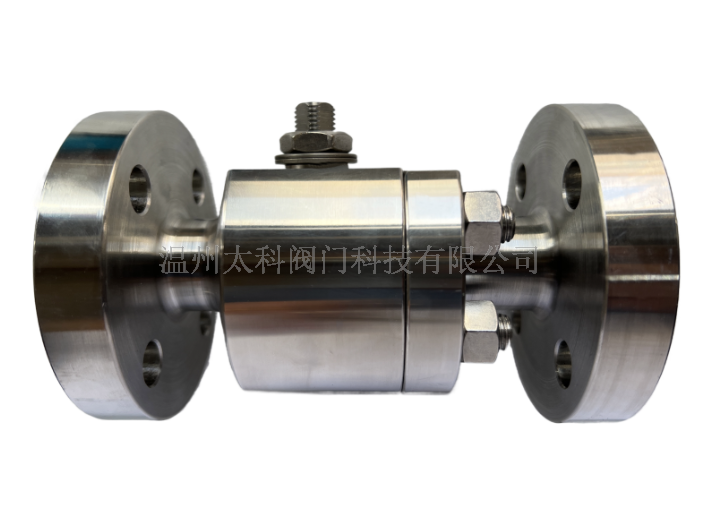
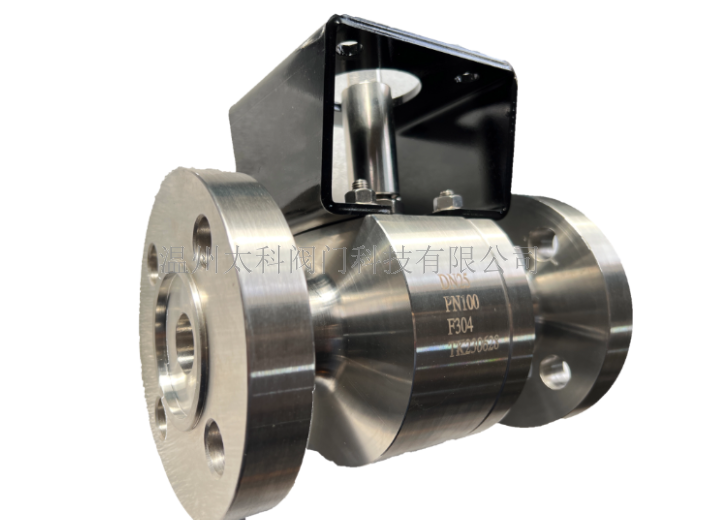
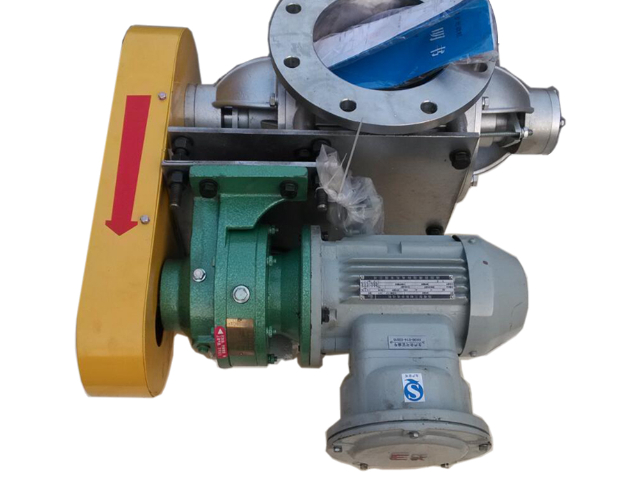
气动斜杆式放料球阀XGFQ641F气动倾斜式罐底放料球阀XGFLQ641PPL不锈钢加长杆防爆气动斜杆式釜底球阀/不锈钢斜杆式气动罐底球阀/不锈钢加长杆斜杆式防爆气动带手轮放料球阀/倾斜杆气动放料球阀/斜杆式气动釜底出料球阀/反应釜根部阀/不锈钢气动带手动斜杆放料球阀/气动斜杆式反应釜放料球阀是一种专门为带夹套反应釜、工业容器、储罐设计的罐底放料球阀。应用于制药发酵反应釜、化学配料罐、生物反应釜、石化过程、化妆品混合容器、食品配料罐等严格的工业环境。倾斜式阀杆设计,操作部分与容器罐底的成斜角,因此距离拉大,避免执行器与保温夹套层的干涉。采用ISO5211高平台设计,无需连接支架和轴套,使安装执行器变简单。温州太科阀门科技有限公司是一家专业提供 锻钢斜杆放料阀设备的公司,欢迎您的来电!

气动放料阀的故障如何进行预防和排除:1、缸体和缸盖正式使用前,应按规定进行试压,对使用过程中,产生的破损和泄漏应进行修补,无法修补的应予更换:2、0形圈等密封件应定期检查和更换:3、活塞杆弯曲应及时矫正,活塞杆磨损应进行修复,无法修复的应予更换:4、动红底调节螺母,调整活塞杆工作行程:5、垫片和填料处出现的故障,按本节二、三段方法处理6、气动或液动介质未进入缸体前,应有过滤机构,过滤机构应完好,运转应符合设计要求7、对内壁磨损和镀铅层脱落的缸体,应进行修复,无法修复时,应予更换:温州太科阀门科技有限公司致力于提供锻钢斜杆放料阀设备,期待您的光临!湖北不锈钢法兰斜杆放料阀报价
锻钢斜杆放料阀设备,就选温州太科阀门科技有限公司,用户的信赖之选,有需要可以联系我司哦!山西不锈钢斜杆放料阀品牌
放料阀碳素钢和奥氏体不锈钢铸件,凡补焊部位的面积<1625mm2,深度《铸件厚度的20%或25mm,一般无需预热。但ZG15Cr1Mo1V、ZGCr5Mo等珠光体钢铸件,由于钢的率硬倾向大冷焊易裂,应作预热处理预热温度为200400(用不锈钢焊条补焊温度取小值),保温时间应不少于60min。如铸件不能整体预热,可用-乙快在缺陷部位并扩展20mm后加热至300-350C(背暗处目测观察微暗红色),大号割炬中性焰抢先在缺陷处及周边做园周快速摆动几分钟.然后改为缓慢移动保持10min(视缺陷厚度而定),使缺陷部位充分预热后,迅速补焊。山西不锈钢斜杆放料阀品牌
文章来源地址: http://huagong.chanpin818.com/famenmp/fangliaofalq/deta_19377642.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。