[VIP第1年] 指数:3
[VIP第1年] 指数:3
氮气发生器在激光焊接中的应用普遍,其噪音水平是一个值得关注的方面。通常,氮气发生器在正常运行时,其噪音水平会受到多种因素的影响,包括设备的设计、制造工艺、使用状态以及维护情况等。在激光焊接过程中,氮气发生器主要用于提供高纯度的氮气,以保护焊接区域免受氧化,提高焊接质量。然而,由于氮气发生器内部包含电机、压缩机等运转部件,这些部件在高速运转时可能会产生一定的噪音。一般来说,现代氮气发生器在设计时会考虑噪音控制,采用低噪音电机、减震装置等措施来降低噪音。同时,设备的使用和维护状态也会影响噪音水平。如果设备内部有异物、部件老化或安装不当,都可能导致噪音增大。具体到氮气发生器在激光焊接中的噪音水平,这需要根据具体设备型号、使用条件和维护情况来评估。一般来说,如果设备选型合理、使用和维护得当,其噪音水平应该能够控制在较低范围内,不会对激光焊接过程产生明显影响。氮气发生器在激光焊接中的噪音水平是一个需要关注的问题,但通过合理选型、使用和维护,可以有效控制噪音水平,确保激光焊接过程的顺利进行。氮气发生器激光焊接不锈钢时,需注重氮气质量、焊接参数优化、保护气体分配、焊前准备及焊后处理等。湖州高性价比激光焊接氮气发生器费用

氮气发生器激光焊接工艺在焊接复杂形状工件时面临以下挑战:1. 气体保护难度增加:复杂形状的工件往往具有多个焊接面和难以触及的角落,这使得氮气保护气体的均匀分布变得困难。若氮气未能充分覆盖焊接区域,易导致熔池氧化和污染,影响焊接质量。2. 焊接参数优化复杂:不同形状和位置的焊缝需要不同的激光功率、焊接速度和气体流量等参数。对于复杂形状工件,这些参数的优化和调整变得更加复杂,需要更精细的控制和调试。3. 热影响区控制:复杂形状的工件在焊接过程中易产生不均匀的温度分布,导致热影响区扩大,增加变形和裂纹的风险。如何有效控制热影响区,减少变形和裂纹,是焊接复杂形状工件时的一大挑战。4. 焊缝质量控制:复杂形状的工件焊缝可能存在宽度不一致、凹凸不平等问题,影响焊缝的质量和美观。需要采用更先进的焊接技术和设备,如多轴激光焊接系统、激光焊接扫描头等,以实现高质量的焊缝控制。5. 设备适应性:传统的焊接设备可能难以适应复杂形状工件的焊接需求,需要采用更灵活、适应性更强的焊接设备和技术。同时,操作人员的技能水平也需要相应提高,以应对焊接过程中的各种挑战。湖州爱博腾智能氮气发生器报价氮气发生器在激光焊接中的节能效果,它通过提供稳定高效的氮气供应、采用节能技术和智能化管理。

维护和保养氮气发生器需要注意以下事项:1. 定期检查与更换:定期检查氮气发生器中的干燥管、滤芯等部件,特别是当干燥管中的变色硅胶有50%变色时,应及时更换。滤芯也需根据使用情况定期更换,以确保过滤效果。2. 补充电解液:氮气发生器工作时会消耗电解液,需定期补充蒸馏水,并建议每半年更换一次电解液,以保证设备正常运行。3. 清洁与检查:定期清理设备表面的灰尘和污垢,保持设备清洁。同时,检查设备的连接部分、管道、电源线和插头等,确保它们紧固无漏,没有磨损或损坏。4. 压力与温度监控:定期检查设备的压力和温度,确保它们在正常范围内。异常值可能指示设备故障,需及时检查维修。5. 安全操作:在维护过程中,务必切断电源,避免发生意外事故。穿戴适当的防护装备,如防护眼镜、手套等。关于保养周期,具体取决于设备的品牌、型号、使用环境和使用频率等因素。一般来说,建议每6个月至1年进行一次维护,包括上述各项检查与更换工作。
氮气发生器激光焊接工艺相比其他保护气体(如氩气)具有独特的优势。首先,氮气作为保护气体在成本上相对经济,尤其在大量使用的工业生产环境中,这可以降低生产成本。其次,氮气具有较大的电离能,不易自身电离形成等离子体,这有助于减少焊接过程中等离子体对激光束的屏蔽效应,从而提高激光能量的有效利用率,加深熔深并提高焊接速度。此外,氮气能够有效地隔绝空气中的氧气和氮气,防止焊缝发生氧化和氮化反应,进而减少焊接缺陷如气孔的产生。在焊接高氮钢等特殊材料时,氮气发生器激光焊接工艺更能体现其优势,能够较好地控制焊缝中的氮含量,提升焊接接头的质量。虽然氩气也常用于激光焊接保护,但其电离程度较高,容易在焊接过程中形成等离子体云,影响激光穿透力和焊缝质量。而氮气则能更好地抑制这一现象,实现更稳定、更高效的焊接过程。氮气发生器激光焊接工艺在成本、焊接效率、焊缝质量等方面相比其他保护气体具有优势,是激光焊接领域的重要选择之一。氮气发生器在油气勘探和生产中主要用于提供保护气体、维持压力、驱替油气、防腐防氧化以及提高生产效率等。

在氮气发生器激光焊接工艺中,减少焊接飞溅是提高焊接质量和生产效率的关键。为了有效控制飞溅,可采取以下几种策略:1. 优化激光参数:调整激光功率、光斑大小及能量分布,避免使用过高能量密度导致金属快速汽化。采用环状+中心光束模式,以降低中心温度,减少金属气体生成,从而抑制飞溅。2. 改变扫描方式:采用摆动焊接技术,通过激光头的往复运动提高焊缝温度均匀性,减少局部过热,进而降低飞溅产生。3. 使用短波长激光:短波长激光能增强金属对激光的吸收率,使能量更均匀地传递到材料内部,减少因表面过热导致的飞溅。4. 保护气体选择:虽然氮气作为保护气体成本低廉,但在某些情况下,其可能增加气孔风险。考虑在氮气中加入适量氩气或氦气,以改善焊接环境,减少飞溅并提升焊缝质量。5. 优化焊接材料:选择含碳量低、具有脱氧元素的焊丝,以减少因冶金反应引起的气体析出和飞溅。6. 工艺控制:确保焊接速度、焊接电流及电压等参数处于范围,避免过大或过小的设置导致飞溅增加。通过综合应用上述策略,可以有效减少氮气发生器激光焊接工艺中的飞溅问题,提升焊接质量和工艺稳定性。从经济角度来看,氮气发生器相比直接购买瓶装氮气或液氮,能够大幅降低长期运营成本。湖州爱博腾智能激光焊接专用氮气发生器解决方案
激光焊接氮气发生器是支持定制化服务的,客户可以根据自身需求选择合适的供应商和定制化方案。湖州高性价比激光焊接氮气发生器费用
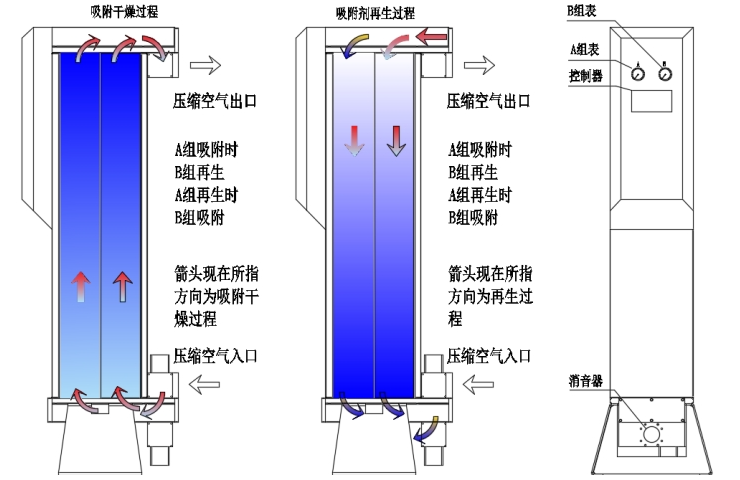
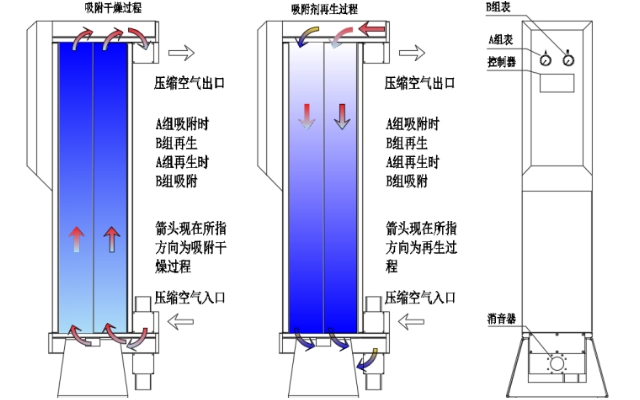
不同类型的氮气发生器各有其独特的优缺点。以膜分离法和PSA变压吸附法为例:膜分离氮气发生器主要优点是操作简单、能耗低、环保且维护成本低。它利用膜的通透性,在常温下分离出空气中的氧气、水蒸气等杂质,从而得到高纯度氮气。然而,其氮气流量相对较小,适用于小型氮气需求场景。此外,膜分离技术的纯度可能受到一定限制,尤其是在处理复杂气源时。PSA变压吸附氮气发生器则以其高纯度、稳定性和自动化程度高而著称。它通过变压吸附技术,利用碳分子筛等吸附剂,将空气中的氧和氮按扩散速度不同进行分离,从而得到高纯度氮气。该方法的纯度可调节,且能源消耗相对较低。然而,PSA氮气发生器的维护可能较为繁琐,因为它含有较多的移动部件和电子控件,这增加了维护的复杂性和成本。在选择氮气发生器时,需根据具体需求和条件,综合考虑各种因素,如氮气流量、纯度、稳定性、能耗及维护成本等,以选择适合自己的设备。湖州高性价比激光焊接氮气发生器费用
文章来源地址: http://huagong.chanpin818.com/gongyeqiti/danqi/deta_23019194.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。