[VIP第1年] 指数:3
[VIP第1年] 指数:3
当然具有合理参数的张紧装置应满足带式输送机在不同工况下张紧力可自动调整的要求,这样既可以保证输送带能够获得足够的张紧力以及合适的垂度,使得驱动滚筒与输送带之间能产生相应的摩擦力,还可以限制输送带不至于承受过大的张力,从而保证带式输送机能够正常、稳定的工作。带式输送机的张紧力是通过驱动滚筒与输送带之间的摩擦来传递的,在此过程中需要通过不断的克服输送带的运行阻力来使带式输送机工作。这里可以通过逐点法来计算求得输送带上各点的张力,并且输送带上某一点的张力大小等于沿着输送带的运行方向前一点的张力与这两点之间输送带运行阻力之和。带式输送机所需的张紧力与带式输送机本身所处的工况条件分不开的。不同的工况下,带式输送机所需要的张紧力也不一样,因此所设计的张紧装置应可以根据具体情况做出相应的调整。 特点是安装简单、使用方便、维护保养便捷。海南常规输送上料生产过程

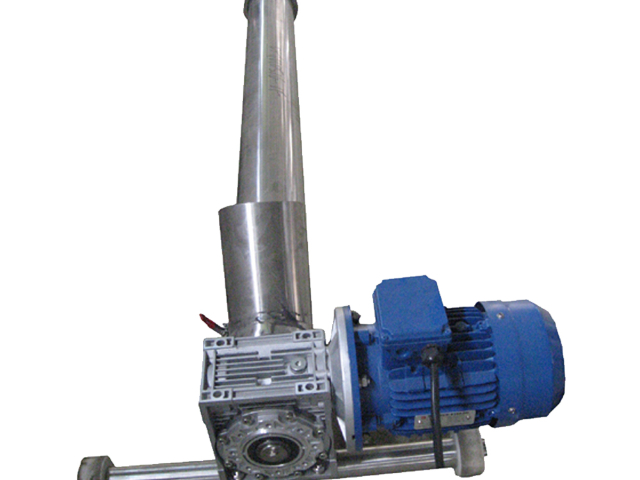
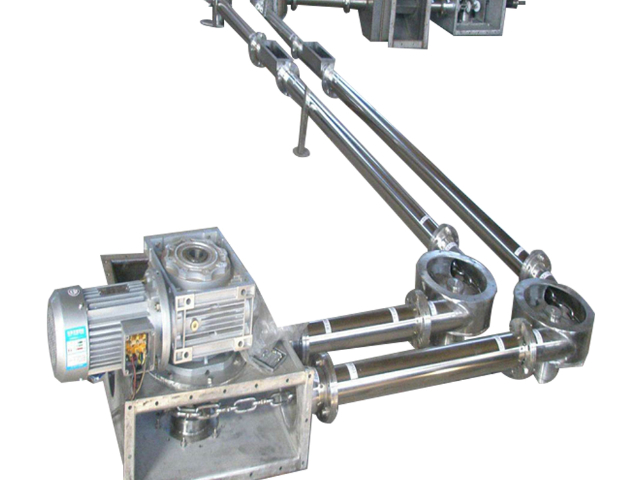
一、设备概述真空上料机由真空泵(可以是漩涡泵、旋片泵、罗茨真空泵等)、不锈钢吸料管、输送软管、PE过滤器(或316L不锈钢过滤器)、压缩空气反吹装置、气动放料门装置、真空料斗和料位自动**装置等组成,整套系统设计合理、制造精美。真空上料机分间隙排料和连续排料两种,间隙排料有利于降低设备的成本,方便料位**,在多数情况下,我们建议用户采用间隙排料式。连续排料一般用在长距离、大产量时对物料的真空输送。二、工作原理DZK真空上料机是用旋涡气泵抽气,使吸料嘴进口处及整个系统处于一定的真空状态,粉粒料随同外界空气被吸入料嘴,形成料气流,经过吸料管到达料斗,在料斗中进***、料分离。分离后的物料进入受料设备。送料—放料是通过气动三通阀不断地开、闭来完成的,而气动三通阀的开闭是由**中心来**的。真空上料机中装有压缩空气反吹装置,每次放料时,压缩空气脉冲反吹过滤器,把吸附于过滤器表面的粉末打落下来,以保证吸料能正常运行。北京附近输送上料设备制造螺旋输送机主要用于输送粉状颗粒状和小块状物料。

输送机支架焊条电弧焊的焊接方法1.引弧(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定,(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度。引弧时需注意如下事项:1)引弧处应无油污、水锈,以免产生气孔和夹渣。2)焊条在与焊件接触后提升速度要适当,太快难以引弧,太慢焊条和焊件粘在一起造成短路。2.运条运条是焊接过程中**重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢。
皮带打滑时严禁用手去拉动皮带,以免发生事情。输送机挡板的2种穿孔工艺(1)爆破穿孔:(Blastdrilling),材料经连续激光的照射后在中心形成一凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一孔。一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在要求较高的零件上使用(如石油筛缝管),只能用于废料上。此外由于穿孔所用的氧气压力与切割时相同,飞溅较大。(2)脉冲穿孔:(Pulsedrilling)采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路系统,以实现气体种类、气体压力的切换及穿孔时间。 结构新颖、维护方便、运转平稳、嗓声小、密封性能好。

在矿山的井下巷道、矿井地面运输系统、露天采矿场及选矿厂中,广泛应用带式输送机。它用于水平运输或倾斜运输。通用带式输送机由输送带、托辊、滚筒及驱动、制动、张紧、改向、装载、卸载、清扫等装置组成。①输送带常用的有橡胶带和塑料带两种。橡胶带适用于工作环境温度-15~40°C之间。物料温度不超过50°C。向上输送散粒料的倾角12°~24°。对于大倾角输送可用花纹橡胶带。塑料带具有耐油、酸、碱等,但对于气候的适应性差,易打滑和老化。带宽是带式输送机的主要技术参数。②托辊分单滚筒(胶带对滚筒的包角为210°~230°)、双滚筒(包角达350°)和多滚筒(用于大功率)等。有槽形托辊、平形托辊、调心托辊、缓冲托辊。槽形托辊(由2~5个辊子组成)支承承载分支,用以输送散粒物料;调心托辊用以调整带的横向位置,避免跑偏;缓冲托辊装在受料处,以减小物料对带的冲击。③滚筒分驱动滚筒和改向滚筒。驱动滚筒是传递动力的主要部件。④张紧装置其作用是使输送带达到必要的张力,以免在驱动滚筒上打滑,并使输送带在托辊间的挠度保证在规定范围内。气动真空上料机是利用压缩空气通过真空发生器产生高真空实现对物料的输送。广西常规输送上料诚信合作
适用行业:食品行业、冶金矿业、化工行业。海南常规输送上料生产过程
正压发送罐气力输送(密相)//性能特点正压浓相气力输送技术的适应输送距离当量为50-1500米,其中提升高度已达到75米,系统输送能力可达到100t/h,输送物料最低温度为-20℃,最高温度为450℃。系统灰气比高:30~60kg(灰)/kg(气);流速低:初速度3~6m/s,末速度12~18m/s,平均流速8~12m/s;磨损小:采用普通无缝钢管为输送管;寿命长:使用寿命可达20年。1、输送的物料是散装的,因而不需要包装和卸袋操作效率高,费用低。2、设备简单,占地面积小,甚至可以充分利用空间,设备的维护费用少。3、输送量不拘大小,需要的操作人员都较少,还可实现无人管理的全自动化,因此需要的人工费用少。4、输送的物料不受气候和管道布置周围条件的影响,生产车间的布置也比较容易。5、输送管道能够灵活地布置,从而使工厂设备的配置更合理化。6、能够避免物料返潮、污损或混入其他杂物,可以保证输送物料的质量。7、在输送过程中可以实现多种工艺操作,如混和破碎、分级、干燥、冷却除尘和某些化学反应。8、可以进行由数点集中送往一处,或由一处分散送往数点的远距操纵。海南常规输送上料生产过程
文章来源地址: http://huagong.chanpin818.com/sssb/shusongji/deta_26577496.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。