[VIP第1年] 指数:3
[VIP第1年] 指数:3
在氮气发生器激光焊接过程中,控制氮气的流量是确保焊接质量的关键环节。以下是如何有效控制氮气流量以确保焊接质量的几点建议:1. 预先设定合理流量:根据焊接材料的类型、焊缝的宽度和深度,预先设定一个合理的氮气流量范围。这通常需要基于实验数据或专业建议来确定,以确保氮气既能有效防止氧化和杂质进入焊缝,又不至于因流量过大而产生紊流,影响焊接稳定性。2. 实时监控与调整:在焊接过程中,应实时监控氮气流量,并根据实际情况进行微调。这可以通过专业的流量监测设备来实现,确保氮气流量始终保持在设定的范围内。3. 均匀吹扫:氮气应均匀地吹向焊缝处,避免局部氮气浓度过高或过低。通过调整喷嘴的角度和位置,以及控制氮气的喷射压力,可以实现氮气的均匀吹扫,从而提高焊接质量。4. 考虑焊接速度:焊接速度也是影响氮气流量控制的重要因素。在高速焊接时,可能需要增加氮气流量以确保充分保护;而在低速焊接时,则可以适当减少流量以避免浪费。5. 注意安全操作:在控制氮气流量的同时,还需注意安全操作。氮气发生器的生产效率以及一天能生产多少立方米的氮气,取决于多个因素,包括设备的型号、规格、技术水平。湖州爱博腾自动激光焊接氮气发生器大概多少钱

氮气发生器激光焊接工艺在焊接不锈钢时,需要注意以下几个方面以确保焊接质量和效率:1. 氮气纯度与流量:保证氮气发生器提供的氮气纯度足够高,避免杂质对焊接过程的影响。同时,合理调节氮气的流量,既要防止流量过大影响激光束的穿透力,又要避免流量过小导致防氧化效果不佳。2. 焊接参数优化:根据不锈钢的材料特性和焊接要求,精心调整激光功率、扫描速度、聚焦位置等参数,以控制热输入量,避免过热导致的氧化反应加剧和焊接变形。3. 保护气体分配:确保氮气能够均匀分配到焊接区域,避免因氮气分配不均导致焊缝质量不一致。4. 焊前准备:焊接前应对不锈钢表面进行彻底清洁,去除油污、灰尘等杂质,防止它们参与氧化反应,影响焊接质量。5. 焊后处理:焊接完成后,及时对焊点进行清理,去除表面的氧化物,防止其进一步扩散或腐蚀。必要时,可采用酸洗钝化膏等后处理方法,提升焊缝的耐腐蚀性和外观质量。氮气发生器激光焊接不锈钢时,需注重氮气质量、焊接参数优化、保护气体分配、焊前准备及焊后处理等多个环节,以确保焊接过程顺利进行并达到预期的焊接效果。湖州小型激光焊接专用氮气发生器供应氮气发生器通过压力调节、过热保护、散热设计以及传感器监测等多种安全保护机制。

氮气发生器在油气勘探和生产中扮演着重要角色,其应用主要集中在以下几个方面:1. 保护气体:在油气勘探和生产过程中,氮气常被用作保护气体。特别是在钻井作业时,氮气能有效防止井内可燃气体与空气混合形成混合物,从而降低火灾和风险。2. 压力维持与驱替:在油气井的开采阶段,氮气可用于维持井筒压力,帮助油气顺利流出。同时,氮气还能作为驱替介质,将地层中的残余油气驱出,提高采收率。3. 防腐与防氧化:油气管道和设备在长时间运行过程中易受腐蚀和氧化影响。氮气因其化学性质稳定,不易与其他物质反应,可用于填充管道和设备内部,减少氧气接触,从而有效防止腐蚀和氧化。4. 提高生产效率:在油气生产中,氮气发生器能够现场制氮,减少了外部采购和运输的成本,同时保证了氮气的持续供应,有助于提高生产效率和降低运营成本。氮气发生器在油气勘探和生产中主要用于提供保护气体、维持压力、驱替油气、防腐防氧化以及提高生产效率等方面,解决了油气生产过程中的安全、效率和成本等具体问题。
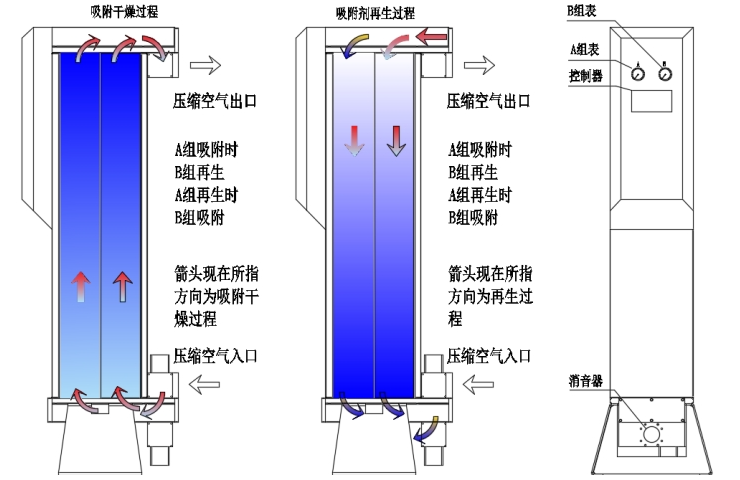
激光焊接氮气发生器的主要工作原理基于空气分离技术,特别是通过分子筛吸附或膜分离技术来实现。具体而言,它首先将空气压缩并过滤,去除其中的水分、二氧化碳、油脂等杂质。随后,利用分子筛或特制的分离膜材料,对压缩后的空气进行分离处理。分子筛技术通过选择性吸附空气中的氧气和其他杂质,释放出高纯度的氮气;而膜分离技术则利用微孔结构材料,在加压条件下,根据气体分子在膜中的渗透性差异,将氮气从其他气体中分离出来。经过纯化处理的氮气被收集并供应给激光焊接设备使用,确保焊接过程中的氮气纯度满足工艺要求。这一过程不仅高效节能,还能有效避免传统氮气供应方式中可能存在的污染和危险。优化焊接参数、选择合适的材料与保护气体、合理设计接头形式以及严格的检验测试。

激光焊接之所以需要氮气作为保护气体,主要基于以下几个原因:1. 防止氧化:氮气能够隔绝空气中的氧气,从而有效防止焊接过程中焊缝的氧化。这对于易氧化的金属如铝、镁等尤为重要,氮气中的氮元素与熔池中的金属原子结合,生成金属氮化物,减少金属与氧的结合机会。2. 改善焊缝质量:氮气与熔池中的金属发生化学反应,生成硝基化合物,这些化合物能够提高熔池的流动性和温度,促进熔池的弥散和渗透,从而有利于提高焊缝的质量。3. 促进熔池流动:氮气在焊缝内部生成的许多细小气孔,能够改善焊缝的机械性能,使焊缝更加坚固和稳定。4. 保护聚焦透镜:虽然现代焊接机在聚焦镜头前常配备保护镜片,但在高功率激光焊接时,氮气作为保护气体还能进一步防止溅射物对聚焦透镜的损害。5. 驱散等离子体:激光焊接过程中产生的等离子体云会限制激光的通过,影响熔深和焊缝强度。氮气通过吹射焊缝,能有效吹散等离子体云,增加熔池对激光能量的吸收,提高焊接效率。氮气在激光焊接中作为保护气体,发挥着防止氧化、改善焊缝质量、促进熔池流动、保护聚焦透镜以及驱散等离子体等多重作用,是激光焊接过程中不可或缺的重要元素。氮气发生器在食品保鲜中发挥着重要作用,通过与其他保鲜方法相结合,可以更加有效地延长食品的保质期。湖州自动激光焊接专用氮气发生器供应商
氮气作为保护气体,其流量大小直接影响到焊接过程中的保护效果、焊缝成形及焊接质量。湖州爱博腾自动激光焊接氮气发生器大概多少钱
在氮气发生器激光焊接工艺中,评估焊接接头的力学性能是确保焊接质量的重要步骤。主要通过以下几种方法来进行评估:1. 静力拉伸试验:这是评估焊接接头强度性能的主要方法。通过逐渐增加拉力,使焊接接头断裂,记录断裂时的载荷和位移,从而得到焊接接头的拉伸强度和延伸率等力学性能指标。2. 冲击韧性试验:用于评估焊接接头在冲击载荷下的抵抗能力。采用标准冲击试样,在特定温度下以一定速度施加冲击载荷,记录试样断裂时的冲击功,进而得到焊接接头的冲击韧性指标。3. 疲劳试验:评估焊接接头在循环载荷下的性能表现。施加一定幅值和频率的循环载荷,直至焊接接头发生疲劳破坏,记录破坏时的循环次数,从而得到焊接接头的疲劳寿命。这些方法能够反映焊接接头的力学性能,如强度、韧性及抗疲劳能力等,为工程设计和制造提供重要依据。在评估过程中,需遵循标准操作规范,确保测试结果的准确性和可靠性。湖州爱博腾自动激光焊接氮气发生器大概多少钱
文章来源地址: http://huagong.chanpin818.com/gongyeqiti/danqi/deta_24023718.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。